關(guān)注主辦方微信,了解更多展會信息
名稱:中國鍛壓協(xié)會
地址: 北京昌平北清路中關(guān)村生命科學(xué)園博雅C座10層
郵編:102206
電話:010-53056669
傳真:010-53056644
郵箱:
metalform@chinaforge.org.cn

一種新能源汽車零件用鋁棒工藝探討
|
6061是屬于Al-Mg-Si 系的鋁合金,是一種可熱處理強化鋁合金,Mg2Si 是該鋁合金材料中最重要的強化相,該合金具有優(yōu)良的耐腐蝕性、可焊性、延展性、氧化性,材料被廣泛應(yīng)用于工業(yè)生產(chǎn)中;在國家大力推廣新能源汽車政策下,汽車輕量化的關(guān)鍵就是對輕合金的使用,于是6xxx 鋁合金在汽車零部件行業(yè)廣泛使用。汽車零部件最終使用的鋁合金多為T6狀態(tài),出于對汽車安全性的考慮,以及要求汽車零部件使用壽命長、零部件之間配合精度要求高,故在進行汽車零部件精密加工的時候,不僅對材料的組織有比較高的要求,而且對材料的硬度及殘余應(yīng)力也有非常高的要求。 針對市場的需求,通過化學(xué)成分的調(diào)整,制定合理的擠壓工藝和拉伸量,最終生產(chǎn)出6061鋁棒完全達到使用要求:粗晶環(huán)深度小于0.5mm、晶粒度小于1 級、布氏硬度大于95HB、加工變形尺寸小于0.02mm,達到進口同類產(chǎn)品的技術(shù)指標(biāo),替代了進口的同類產(chǎn)品。 試驗用料和方案 試驗材料 試驗用6061合金,其成分符合GB/T 3190-2020標(biāo)準(zhǔn)要求,根據(jù)產(chǎn)品使用實際情況,選擇使用了兩種成分(表1)。 表1 鋁合金化學(xué)成分(%)
試驗采用φ305mm 鑄棒,鑄棒在生產(chǎn)前進行了鋁合金均質(zhì)化處理,該熱處理加熱溫度為(570±5)℃,保溫時間為5h,到時間后鑄棒運出加熱爐進行空氣冷卻1h,然后使用工業(yè)冷卻水對其四周進行噴射式冷卻,一直進行到鑄棒降溫至室溫后停止,時間為2h,具體工藝參數(shù)見表2。 表2 工藝參數(shù)
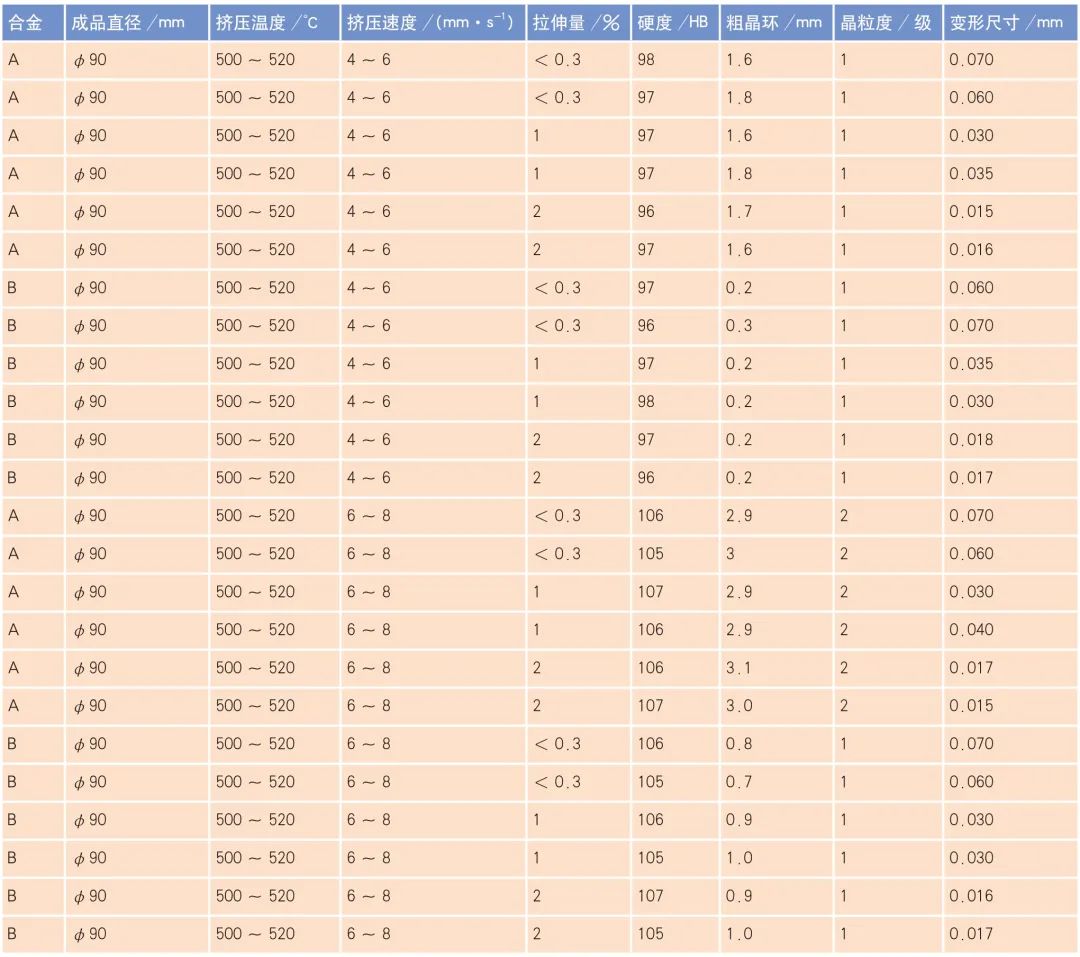
試驗6061 擠壓棒目標(biāo)值 要求產(chǎn)品最終低倍檢測粗晶環(huán)深度小于0.5mm,晶粒度小于1 級,布氏硬度大于95HB,加工變形尺寸小于0.02mm。 試驗內(nèi)容 ⑴化學(xué)成分對6061鋁棒性能及晶粒度的影響,采用不同化學(xué)成分的鋁棒試驗。 ⑵擠壓工藝對6061鋁棒晶粒度及硬度的影響。 ⑶拉伸量的大小對消除殘余應(yīng)力的影響。 拉伸量=[(拉伸后產(chǎn)品的長度-拉伸前產(chǎn)品的長度)÷拉伸前產(chǎn)品的長度]×100%,鋁制品正常拉伸是為了消除產(chǎn)品擠壓過程中的產(chǎn)生的現(xiàn)象彎曲,拉伸量比較低,一般情況下低于0.3%。 試驗結(jié)果和分析 試驗結(jié)果見表3。 表3 產(chǎn)品檢測結(jié)果
化學(xué)成分對6061 鋁棒性能與晶粒度的影響 6061鋁合金主要強化相為Mg2Si,Mg 與Si 的比值為1.73:1,提高Si 含量,使Si 過剩可以提高淬火和時效后材料的硬度;從表3 可以看到材料的硬度大于95HB,這與合金中Si 含量控制在6061 合金Si 含量的上限(0.4%~0.8%)有直接的關(guān)系。表3 中可以看到在相同的速度下合金B(yǎng) 的粗晶環(huán)及晶粒度要明顯優(yōu)于合金A。這是由于合金B(yǎng) 中的Cr 和Mn元素含量明顯高于合金A中Cr 和Mn 元素含量;在合金中添加Cr 和Mn 元素能明顯提高再結(jié)晶溫度,同時抑制Mg2Si 相在晶界析出,可以細化晶粒延緩自然時效,提高人工時效后的強度。合金B(yǎng) 中添加Cr 及Mn 元素含量達到這兩個元素規(guī)定范圍的上限,目的也是最大限度的提高再結(jié)晶溫度及細化晶粒,從表3 可以看出在同樣的速度下合金B(yǎng) 的產(chǎn)品檢測晶粒明顯比合金A 小。 擠壓工藝對6061 鋁棒晶粒度的影響 表3 中顯示當(dāng)擠壓生產(chǎn)時的溫度以及擠壓比一致時,擠壓速度較快的材料晶粒度的尺寸是大于擠壓速度較慢的材料,這個結(jié)果是因為在使用較低速度生產(chǎn)時,鋁合金材料與生產(chǎn)使用的模具之間存在著相互摩擦,但是速度較慢的時候,金屬相互之間的摩擦力比較小,在摩擦力的拉扯下,鋁合金材料的變形不是十分劇烈,內(nèi)部的組織變形較小;而同時由于擠壓速度慢,鋁合金材料與擠壓機的擠壓筒以及模具之間的熱傳導(dǎo)時間比較長,這就導(dǎo)致了變形時材料的熱量散發(fā)比較多,使鋁合金因為材料變形溫度上升很少,甚至還有下降的趨勢,而該系鋁合金材料表面金屬能易聚集,這樣就抑制了該金屬材料表面晶粒的長大,呈現(xiàn)出內(nèi)外層材料組織變形比較均勻,表現(xiàn)出來的最終結(jié)果就是表面未形成粗晶環(huán)。 當(dāng)擠壓速度比較快的時候,其中一方面由于鋁合金材料與鋼模具的模孔工作帶之間的摩擦力,使內(nèi)外層材料組織流動差加大,外層的金屬材料形成了強烈的切應(yīng)力變形區(qū),在材料的外層變形區(qū)內(nèi)強烈的剪切變形使得這部分金屬材料的畸變能大大提高,從而聚集了大量的位錯。這樣的畸變位錯形成了眾多的質(zhì)點,非常有利于再結(jié)晶生成,另一方面內(nèi)外層交織的變形區(qū)域材料劇烈的剪切變形同時也加劇了變形熱效應(yīng),由此提高了材料內(nèi)部溫度,使用較快速度擠壓的時候,隨著時間的推移,生產(chǎn)到最后的時候,產(chǎn)品的尾部由于摩擦變形產(chǎn)生的大量的熱量來不及散發(fā)出去造成材料溫度急劇升高,這樣非常有利于產(chǎn)品邊部的晶粒長大,長大的晶粒聚集在一起形成粗晶環(huán)。 拉伸量的大小對消除殘余應(yīng)力的影響 從表3 中可以看到拉伸量分別為小于0.3%、1%、2%時,制品的變形尺寸隨著拉伸量的大小變化很大,拉伸量為小于0.3%時制品變形最大,而拉伸量為1%時次之,而拉伸量達到2%時,制品的變形尺寸最小;這是由于產(chǎn)品經(jīng)過高溫擠壓后在進入冷卻水槽中進行快速冷卻的時候,鋁合金材料表層冷卻速率比材料內(nèi)層的冷卻速率大,材料表層驟冷引起急劇收縮,由于材料的整體連續(xù)性,導(dǎo)致材料表層組織產(chǎn)生相互的拉應(yīng)力,內(nèi)層材料產(chǎn)生壓應(yīng)力,隨著冷卻的不斷進行,鋁合金材料內(nèi)層也隨著冷卻而產(chǎn)生收縮,使材料整體的內(nèi)應(yīng)力重新分配,最后導(dǎo)致材料表層產(chǎn)生殘余壓應(yīng)力,材料內(nèi)層產(chǎn)生殘余拉應(yīng)力。 對鋁合金材料整體進行拉伸實質(zhì)是通過外加的拉伸力與原來淬火導(dǎo)致的殘余應(yīng)力相互作用發(fā)生新的塑性變形,使殘余應(yīng)力釋放和消減,最終使其達到新的內(nèi)應(yīng)力平衡。對淬火后的鋁合金制品進行拉伸,受壓應(yīng)力的表層金屬材料和受拉應(yīng)力的內(nèi)層金屬材料,它們在受到施加材料整體的拉伸外力作用后都將發(fā)生變形。當(dāng)給予的拉伸力超過該金屬材料所能承受的彈性變形極限后,就會發(fā)生材料的塑性變形,隨著施加的拉伸力不斷增加,金屬材料表層的壓應(yīng)力逐步轉(zhuǎn)變?yōu)槔瓚?yīng)力,而材料內(nèi)層一直受拉應(yīng)力的作用,當(dāng)拉伸力停止后,鋁合金制品會發(fā)生彈性回復(fù),只剩下塑性變形,在材料的回彈過程中,縱向內(nèi)應(yīng)力會被釋放。作用的拉伸力較小的話,鋁合金制品的拉伸量也比較少,這樣導(dǎo)致該制品僅做彈性變形或較小的塑性變形,其塑性變形產(chǎn)生的應(yīng)力還不足以抵消由于淬火而產(chǎn)生的殘余內(nèi)應(yīng)力,整個鋁合金制品內(nèi)部的殘余內(nèi)應(yīng)力值仍較大。隨著拉伸力的不斷施加而引起鋁合金制品拉伸量的增加,當(dāng)拉伸量達到理論值時,在理論上其內(nèi)部殘余應(yīng)力應(yīng)該為零。隨著拉伸力繼續(xù)施加,鋁合金制品的過量塑性變形會產(chǎn)生額外的應(yīng)力疊加,從而最終的殘余應(yīng)力消減效果減弱。因此經(jīng)過淬火處理的材料要獲得較好的殘余應(yīng)力消減效果,就必須合理控制拉伸量;通過大量的試驗,6061鋁合金材料使用2%左右的拉伸量,其內(nèi)應(yīng)力可以得到很好的消減效果。 結(jié)論 ⑴6061 鋁合金主要強化相為Mg2Si,Mg 與Si 的比值為1.73:1,提高Si 含量,使Si 過剩可以提高淬火和時效后材料的硬度;在合金中添加Cr 及Mn 元素,達到這兩個元素規(guī)定范圍的上限,目的也是最大限度的提高再結(jié)晶溫度及細化晶粒;通過比較選用合金B(yǎng)。 ⑵擠壓速度對制品的晶粒度影響很大,采用擠壓溫度500~520℃、擠壓速度4 ~6mm/s 擠壓工藝生產(chǎn)的制品可以獲得優(yōu)良的晶粒組織。 ⑶拉伸量控制在2%左右制品的內(nèi)應(yīng)力可以得到很好的消減,變形尺寸可以小于0.02mm,完全滿足使用要求。 |