關(guān)注主辦方微信,了解更多展會信息
名稱:中國鍛壓協(xié)會
地址: 北京昌平北清路中關(guān)村生命科學(xué)園博雅C座10層
郵編:102206
電話:010-53056669
傳真:010-53056644
郵箱:
metalform@chinaforge.org.cn

沖壓外覆蓋件生產(chǎn)過程的質(zhì)量控制
|
文/王學(xué)甫·杭州吉利汽車有限公司 本文著重針對汽車車身外覆蓋零件生產(chǎn)過程中產(chǎn)生的缺陷,導(dǎo)致表面面品合格率偏低的問題,通過對生產(chǎn)中的每個環(huán)節(jié)來加以排除,找出問題產(chǎn)生的原因,層層分析與制定出快速有效的工藝方案,并對12 年來個人從事沖壓外覆蓋件的生產(chǎn)經(jīng)驗,平時遇到過問題的處理方法加以總結(jié)和提煉。針對生產(chǎn)過程中沖壓件的質(zhì)量控制,從沖壓工藝分析、模具應(yīng)用、沖壓件檢具使用、質(zhì)量管理等方面進行剖析,對生產(chǎn)過程中沖壓件質(zhì)量控制進行經(jīng)驗總結(jié)和技巧分析,探討零件質(zhì)量控制的新途徑。希望在今后工作中遇到?jīng)_壓外覆蓋件的類似問題時,可作為借鑒和應(yīng)用,以便更好地提升沖壓件的合格率。 沖壓生產(chǎn)工藝流程 汽車外板件生產(chǎn)流程通常分為:原材料進廠檢查及入庫、原材料開包清洗上線、模具拉延切邊零件成形、機器人轉(zhuǎn)運零件、線尾監(jiān)控成品件質(zhì)量、零件裝箱入庫等。沖壓各階段過程管理的制定應(yīng)以消除和防止沖壓缺陷的產(chǎn)生為目標(biāo),同時應(yīng)考慮工裝制造能力、生產(chǎn)水平、工裝制造周期、投資成本及沖壓生產(chǎn)的場地條件和生產(chǎn)設(shè)備等。下面我們就各具體環(huán)節(jié)在生產(chǎn)過程中出現(xiàn)的問題加以仔細分析。 各過程的質(zhì)量控制 原材料進廠質(zhì)量控制 沖壓原材料鋼板的進廠環(huán)節(jié),應(yīng)確認鋼板材質(zhì)、牌號是否符合采購下單的要求,進廠時需接收鋼材廠家提供的材質(zhì)分析及力學(xué)性能報告,同時了解材料生產(chǎn)日期,防止過期材料入庫。針對原材料本身,應(yīng)查看鋼板包裝是否破損、包裝是否規(guī)范以及原材料防護墊是否規(guī)范,以防止上下板料被壓傷或材料竄位。 板料開包上線質(zhì)量控制 ⑴板料開包上線檢查。 首先使用剪刀剪開包裝帶,包裝紙上的膠帶撕開后,小心打開包裝紙防止灰塵掉入,再拿除塵布擦拭材料上表面。因為材料分張器帶有磁力,可能會把小鐵屑帶到材料上導(dǎo)致零件表面出現(xiàn)包和坑等質(zhì)量問題,所以要做好材料分張器的清潔,如圖1 所示。
圖1 分張器清潔 機器人在往輸送皮帶機上放料時,需要關(guān)注材料兩邊不能和皮帶機的皮帶邊接觸,因為長此以往會使皮帶邊被磨壞,導(dǎo)致碎屑被帶入模腔內(nèi)造成零件不合格,所以要做好軌跡調(diào)整使材料兩邊正好位于皮帶中間以防止磨邊,如圖2 所示。
圖2 材料擺放位置 ⑵板料上線清洗涂油控制。 線首皮帶機分為進料皮帶機、對中皮帶機,由于皮帶是直接跟材料表面接觸,也是影響外板件質(zhì)量的因素之一,在使用中可能會因?qū)⒁恍┘毿〉漠愇飵нM模具中造成凸包。皮帶機上加裝自動上下清潔皮帶的毛刷裝置,可以時刻清潔皮帶表面,生產(chǎn)前工作人員必須將每根皮帶認真擦拭一遍,防止皮帶表面的油跟材料表面接觸后被帶入模腔導(dǎo)致油包,如圖3 所示。
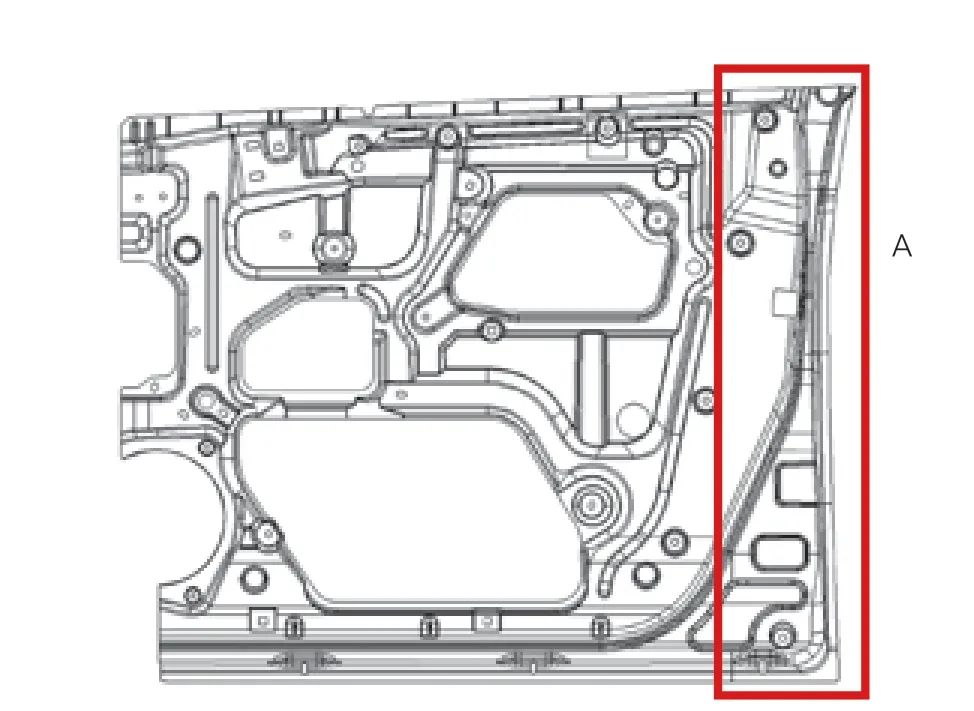
圖3 皮帶機清潔毛刷 清洗作為外板件的重中之重,清洗機里的清洗油要委托廠家一個月進行一次化驗,以確保水分、清潔度等指標(biāo)合格;清洗機里的過濾器要半個月檢查一次潔凈程度,及時更換臟了的過濾器。 深拉延的外板件需要涂油,要控制涂油量在合理范圍內(nèi)并設(shè)定涂油區(qū)域,防止油霧太多形成油顆粒滴在材料上面導(dǎo)致油包;涂油機里的拉延油要委托廠家一個月進行一次化驗,查看里面的水分、清潔度等指標(biāo)是否合格;涂油機里的過濾器半個月檢查一次潔凈程度,及時更換臟了的過濾器。 沖壓件成形質(zhì)量控制 汽車沖壓件形狀一般都比較復(fù)雜,在制定成形工藝過程中結(jié)合金屬板料的應(yīng)力、應(yīng)變狀況、材料壓力狀態(tài)下流動規(guī)律等因素,可有效提高工藝制定的正確性和降低零件質(zhì)量事故的發(fā)生。以某車型前車門后部為例(圖4),成形工藝為:⑴拉延;⑵二次拉延、切邊、沖孔;⑶切邊、沖孔、整形、側(cè)切邊;⑷分離、沖孔、翻邊、側(cè)沖孔。
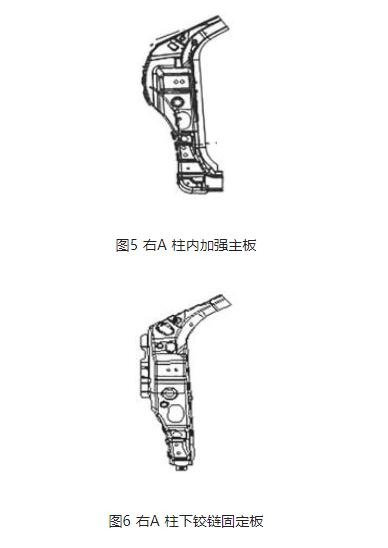
圖4 前車門后部 由于該零件A 區(qū)形狀復(fù)雜、拉延深度大、拉延階梯多,如果采用一次拉延容易因材料流動不足導(dǎo)致表面開裂,采用二次拉延基本可消除此類質(zhì)量問題。 沖壓模具質(zhì)量控制 模具在汽車沖壓工序中占據(jù)著主導(dǎo)地位,模具維護保養(yǎng)不到位會直接體現(xiàn)在沖壓件上,會產(chǎn)生零件毛刺、拉毛、走料線嚴重等質(zhì)量缺陷。模具管理應(yīng)以全生命周期管理,在新車型車身的前期開發(fā)階段要最大可能地完成模具整改工作,原因是量產(chǎn)后模具狀態(tài)基本不會發(fā)生大的變化,開發(fā)過程中模具設(shè)計狀態(tài)的確認尤為重要。量產(chǎn)后,模具的維護保養(yǎng)應(yīng)作為常態(tài)化工作開展,這是沖壓件質(zhì)量控制的重要保障。 模具保養(yǎng)應(yīng)根據(jù)沖壓件生產(chǎn)沖次的記錄來確定保養(yǎng)的時間,模具內(nèi)腔結(jié)構(gòu)應(yīng)以一季度一次進行拆解清洗、潤滑,模具型面應(yīng)經(jīng)常進行修整、打磨;模具的日常清洗是十分必要的,控制水壓和清洗液配方可以消除模具表面細顆粒,避免沖壓件產(chǎn)生質(zhì)量問題。 ⑴拉延模:拉延模的精度很高,只要有一點臟東西被壓在模腔里也會使零件產(chǎn)生凸包、凹坑、壓印等缺陷,要做好以下各項工作。 ①拉延模上模有排氣孔:排氣孔可以防止拉延時上模產(chǎn)生真空導(dǎo)致零件下不來,因為臟東西容易由此進入,所以要在排氣孔上方加防塵蓋。 ②拉延模上的拉延筋有用來防止拉延時零件起皺和零件表面產(chǎn)生應(yīng)力的作用,但由于拉延時會產(chǎn)生很大的摩擦并發(fā)熱,導(dǎo)致材料拉毛粘在拉延筋上或帶入模腔使零件產(chǎn)生凸包、凹坑、壓印等質(zhì)量問題,所以在每批次生產(chǎn)完成后,要做精細的保養(yǎng)工作和全面清洗,必要時還要對拉延筋表面進行強化處理。 ③每批生產(chǎn)完后,記錄清洗保養(yǎng)過程。 ④生產(chǎn)前,上下模用專用除塵布進行擦拭。 ⑵修邊沖孔模:修邊時很容易產(chǎn)生毛刺鐵屑、沖孔廢料掉落在模具表面上導(dǎo)致零件壓印質(zhì)量缺陷。 ①將修邊刀口實行二級階梯廢料刀口,減少分斷刀口產(chǎn)生的毛刺鐵屑; ②將修邊模上普通刀口改為鵝頸刀口,減少毛刺鐵屑; ③將普通沖頭更換成有推廢料銷的沖頭,沖下的廢料被推料銷推下廢料孔,避免沖孔廢料上浮; ④臨時解決鐵屑方法:將黃油刷在下模刀口上,使修邊產(chǎn)生的小鐵屑粘在黃油上不被帶到模具表面; ⑤檢查修邊后的零件邊緣(圓角帶、光亮帶、斷裂層、毛刺區(qū))來判斷刀口間隙是否合理; ⑥每批生產(chǎn)完,對清洗保養(yǎng)過程進行記錄; ⑦生產(chǎn)前,把上下模用專用除塵布進行擦拭; ⑶整形翻邊模:整形翻邊上下模貼合面與零件接觸面積大,很容易產(chǎn)生壓印。 ①需要將翻邊的上下模貼合面進行避空,縮小貼合面范圍,減少壓印; ②將翻邊模翻邊口進行每批次保養(yǎng)打光,防止翻毛產(chǎn)生鐵屑; ③每批生產(chǎn)完,記錄清洗保養(yǎng)過程; ④生產(chǎn)前,把上下模用專用除塵布進行擦拭。 ⑷分離沖孔模:分離沖孔時很容易產(chǎn)生毛刺鐵屑、沖孔廢料掉落在模具表面上導(dǎo)致零件壓印質(zhì)量缺陷。 ①零件分離用上專用刀口時,需要將上下刀口間隙調(diào)整到位; ②將普通沖頭更換成有推廢料銷的沖頭,使沖下的廢料由推料銷推下廢料孔,避免沖孔廢料上浮; ③臨時解決鐵屑方法將黃油刷在下模刀口上,使修邊產(chǎn)生的小鐵屑粘在黃油上不帶到模具表面; ④每批生產(chǎn)完,對清洗保養(yǎng)進行記錄; ⑤生產(chǎn)前,上下模用專用除塵布進行擦拭; ⑥檢查修邊后的零件邊緣(圓角帶、光亮帶、斷裂層、毛刺區(qū))來判斷刀口間隙是否合理。 沖壓檢具質(zhì)量控制 ⑴檢具使用中定位基準(zhǔn)的控制。 在生產(chǎn)過程中必須保證模具與實際生產(chǎn)中的零件尺寸保持一致,為檢驗這項要求,使用檢具對零件進行尺寸檢測是非常必要的。 在沖壓件檢具檢測過程中,定位基準(zhǔn)控制的不好往往會在零件焊接分總成過程中出現(xiàn)異常情況。以某車型右A 柱內(nèi)加強主板(圖5)與右A 柱下鉸鏈固定板(圖6)配合為例,在沖壓件檢具放置定位銷時未注意零件定位基準(zhǔn),導(dǎo)致出現(xiàn)卡死狀態(tài)。
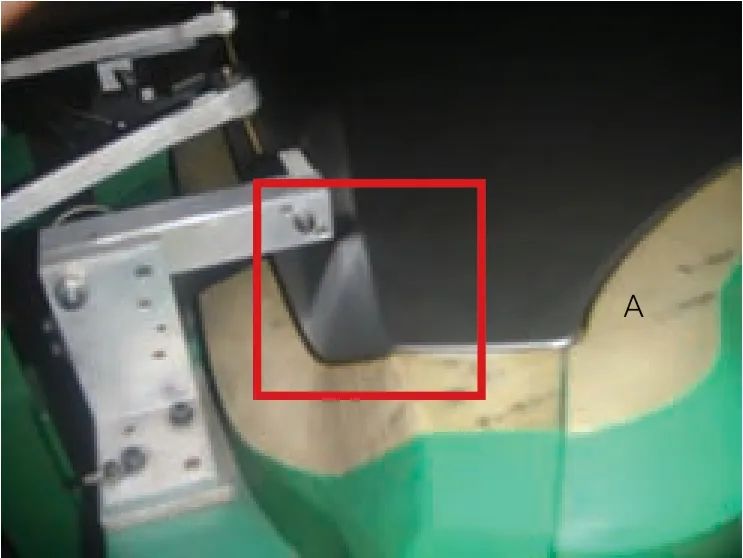
⑵檢具測量型面基準(zhǔn)的控制。 沖壓件檢具測量的主要類型有三種:型面、間隙、孔,測量工具最常見的有面差儀、游標(biāo)卡尺、間隙尺、刻度尺。在測量過程中型面基準(zhǔn)的選取尤其重要,只有選取合適正確的基準(zhǔn)面才能得出正確的測量數(shù)據(jù),特別是汽車外板件在保持整車流線型外觀,避免不合理的零件配合階差,正確的型面數(shù)值是很重要的,下面以某車型機蓋外板(圖7)為例進行說明。
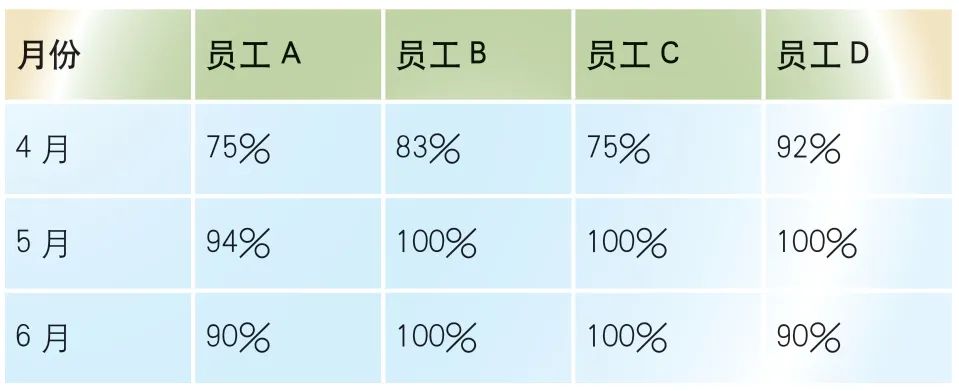
圖7 某車型機蓋外板 在全尺寸檢測中A 區(qū)域內(nèi)有兩個點需要測量,該區(qū)域型面為存在坡度的扇形面,如果單純的選用X軸方向或Y 軸方向作為測量型面的基準(zhǔn)面很難得出正確的測量值,如果沿扇形面方向作為測量型面的基準(zhǔn)面,得出的測量值與三坐標(biāo)測量值基本吻合。 自動化生產(chǎn)過程質(zhì)量檢驗 目前在沖壓件生產(chǎn)中,越來越依靠機械手與壓機的配合完成零件的自動化生產(chǎn),實現(xiàn)沖壓生產(chǎn)率的提高。以某車型前門外板為例,生產(chǎn)節(jié)拍在每分鐘6 件左右,監(jiān)控員很難實現(xiàn)對零件的全面檢查。為保證零件質(zhì)量,需要對檢驗方式進行優(yōu)化,包括質(zhì)量管理中采用檢驗員抽檢方式減少監(jiān)控員檢查項目、分區(qū)域循環(huán)檢驗等方式。 質(zhì)量檢驗人員的技能控制。質(zhì)量檢驗人員的選拔上崗需要經(jīng)過嚴格的考核,在新老交替不斷的情況下人員水平參差不齊,通過組織對質(zhì)檢員的協(xié)作意識、業(yè)務(wù)知識、業(yè)務(wù)能力、敬業(yè)精神、工作方法等五個方面進行綜合評價并得出結(jié)論:工作方法和協(xié)作意識得分較低。因此,在生產(chǎn)過程中需要對檢驗人員建立動態(tài)培訓(xùn)考評項目。通過建立周期性的故障設(shè)置考評方式,對檢驗人員進行技能考核,可有效保持員工的正確檢驗方式。表1 為某廠實施故障設(shè)置考評方式后,檢驗人員3 個月內(nèi)檢出率。
表1 檢驗人員3 個月內(nèi)檢出率 結(jié)束語 隨著消費者經(jīng)濟實力和質(zhì)量意識的提升,對汽車質(zhì)量的要求也越來越高,在質(zhì)量控制方面不僅要從整體方面進行管理,也要從工藝、模具、檢具、檢驗方式等細節(jié)入手,合理的工藝路線、先進的沖壓三要素、合理的環(huán)境、科學(xué)的質(zhì)量管理手段等共同作用才能提高沖壓件質(zhì)量合格率,滿足消費者對整車表觀質(zhì)量的要求,在競爭激烈的汽車行業(yè)制造高品質(zhì)的汽車。 |